Высадка
[upset, heading] — технологическая операция горячей и холодной обработки металлов давлением, заключающаяся в увеличении поперечного размера части заготовки в результате ее деформации осадкой. Горячую высадку для получения поковок шестерен, клапанов, полуосей, валиков и т. п. осуществляют, как правило, на горизонтально-ковочных и электровысадочных машинах. Для горячей высадке крепежных изделий используют разные способы. Болты, винты и заклепки диаметром 16 — 42 мм высаживают на фрикционных прессах, однопозиционных горячевысадочных автоматах и многопозиционных роторных автоматах. Гайки высаживают на многопозиционных гаечных автоматах. Процесс производства болтов М16-М42 из среднеуглеродной и легированной сталей включает: отрезку заготовки, нагрев до 900-1150 °С идущей на высадку части заготовки, высадку головки с облоем и обсечку его. Холодная высадка — наиболее распространенный способ изготовления метизов диаметром до 24 мм (болтов, винтов, шпилек, гаек, шурупов, заклепок и т. п.) с точными размерами, хорошим качеством поверхности и не требующих дополнительной механической обработки. Стержневые резьбовые изделия производят холодной высадкой калиброванного проката на автоматах-комбайнах или поточных линиях, где производится отрезка заготовки, высадка головки, редуцирование стержня, накатка резьбы. 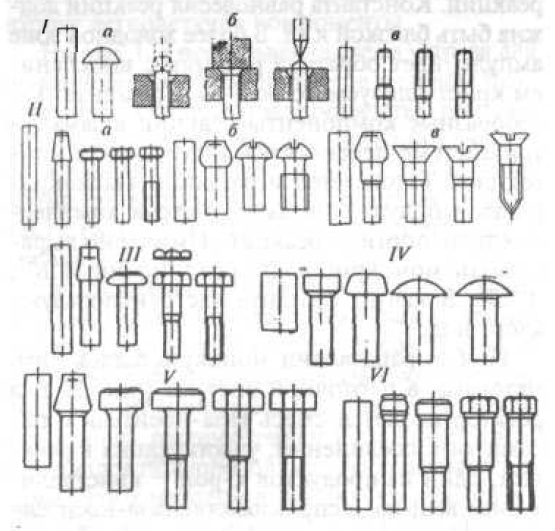
Технологические схемы изготовления стержневых крепежных изделий: I — однопозиционная олноударная холодная высадка (а — заклепки; б — гвозди; в — шпильки); II — то же, двухударная холодная высадка (а — болта; б — винта; в - шурупа); III - двухпозииионная холодная деформация (болт); IV — то же, трехударная холодная деформация (болт); V - то же, четырехударная холодная деформация (болт); VI — трехпозиционная холодная деформация (болт)
Энциклопедический словарь по металлургии. — М.: Интермет Инжиниринг.
Главный редактор Н.П. Лякишев.
2000.